Marking Versus Coloring Versus Engraving Various Metals Including Stainless Steel, Carbon Steel and Titanium

Distinguishing Engraving from Marking: Technological Perspectives
When considering the technological aspects, it is important to discern between engraving and marking processes applied to metals. Marking involves altering the optical properties of a metal surface without affecting its overall profile. On the other hand, engraving entails the localized removal of material from a metal specimen. Typically, engraving results in the formation of grooves on the metal surface, whereas marking is characterized by a color change on the marked area.
Methods of Marking
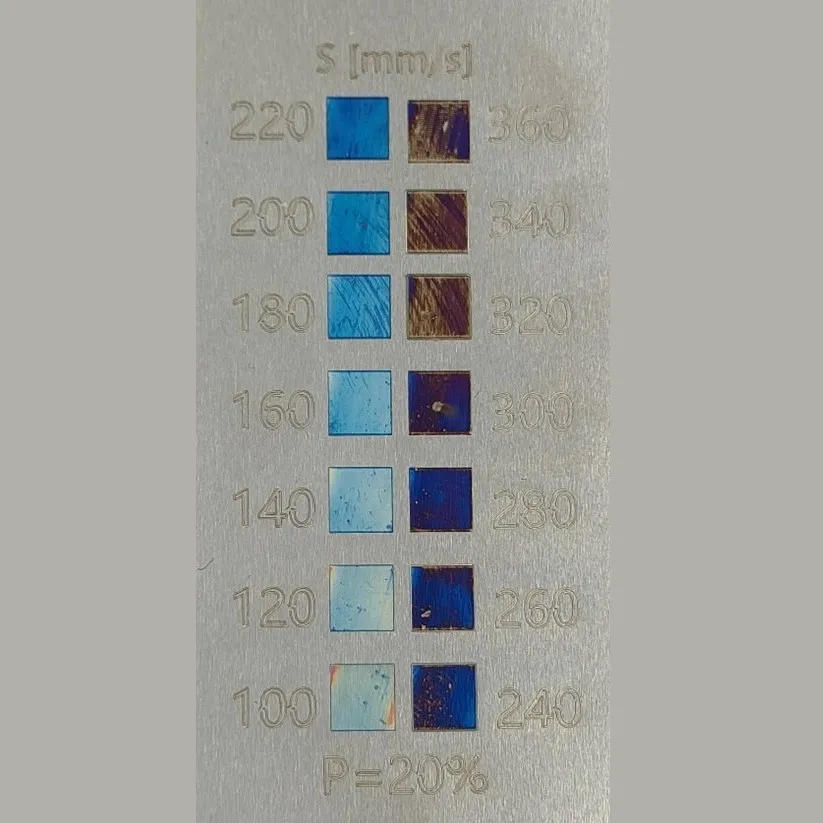
Metal marking through coloring can be achieved using three methods. One of them is metal surface oxidation. In this method a thin layer of oxide is created on the metal surface with laser radiation. Laser radiation heats metal surface which comes into reaction with oxygen from the surrounding atmosphere.

An oxide layer creates a dispersive structure that selectively reflects incident light. Reflection characteristic of the surface depends on the optical properties of the layer material and its height h. Typically, color of the surface that an observer can see is determined by the oxide layer and optical properties of metal, as well as the angle of light incidence.
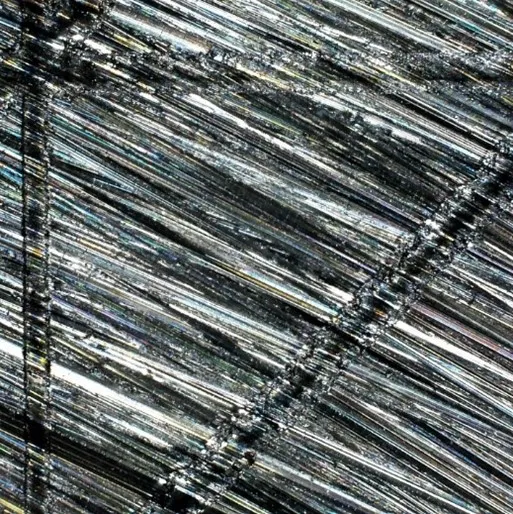
The second method of metal coloring is based on the dispersive characteristic of periodic structure created on the metallic surface. This structure is made with high power pulse lasers. Pulse laser radiation creates plasmonic field on metallic surface and if radiation power density is high enough, it creates periodic structure that diffracts incident white light. Formation of diffractive structures is made with lasers that emit pulses of light in the range of ns to ps and fluence of 10-102 J/m2.

The visual effect that an observer can see originates from splitting the incident white light into a set of spatially separated multicolor beams. Colors of the beams depend strongly on the angle of incident of white light and the angle of observation.
Third method of coloring metallic surfaces - nanoparticles
The third method of metal coloring involves using a pulse laser beam to create nanoparticles on metallic surfaces. This process entails the application of laser radiation, which elevates the temperature of the metal surface, leading to its melting and subsequent evaporation. As a result, a plasma plume is induced. During the cooling phase at the conclusion of the laser pulse, the plasma plume undergoes a transformation, giving rise to the formation of nanoparticles that are subsequently deposited onto the metal surface.

The resulting color of the metal surface depends on the size and shape of created nanoparticles. Dispersive characteristic of a surface can be controlled by changing parameters of laser radiation: peak power, fluence, pulse duration and wavelength. Usually, nanoparticles are created with lasers that emit short and very short pulses [ns – fs] with a peak power density in the range of several 100 W/cm2.
Laser Engraving
Metal engraving consists in removing small amount of material from a metallic surface. This way, a persistent trace is formed on the engraved material. Engraving can be performed using a mechanical tool or with laser radiation. A high brightness laser beam can cause local temperature increase of the material, ultimately leading to the creation of a groove on the surface. The process of groove formation starts with melting of the sample, followed by subsequent temperature escalation that induces vaporization or even boiling.
The graph presented below shows distinct regime areas of the interaction between laser radiation and matter in laser processing. The lines for melting, spallation, and phase explosion correspond to relatively sharp thresholds for the onset of the corresponding processes, while the lines for vaporization and plasma formation are defined at a qualitative level and correspond to the conditions when vaporization makes a significant contribution to the material ejection and a substantial degree of ionization is reached in the ablation plume, respectively.

Main factors that influence the process of laser engraving are radiant exposure on material surface and laser pulse duration. The longer the laser pulse is, the higher the radiant exposure is needed to obtain vaporization of a material. Pulse duration influences processes of creating shock waves in a processed materials. Very short laser pulses within the range of femtoseconds to nanoseconds have the capability to induce not only material evaporation but also trigger phase explosion (ablation) and plasma formation. These processes are challenging to achieve using continuous wave (CW) lasers.
How to Choose an Appropriate Laser Engraver

The main factor between material types that decides if a particular material type can be easily laser engraved or not is whether the material is metallic or not. Some metallic materials cannot be engraved at all. To engrave metals, ie. to remove a layer of the processed metal, it is recommended to start with a 15 W or higher optical power blue laser head. As of now, PLH3D-15W laser engraver is the best compact laser head on the market capable of engraving steel as well as stainless, carbon, tool and high-speed subspecies of it. It still is not powerful enough to engrave on bare Aluminium, Copper or brass simply because these materials either conduct heat too well or reflect too much laser light. It is possible to laser engrave copper with 30 W (optical power) blue laser heads. XT-50 is another laser engraver that allows you to work with metals, and it does so with outstanding precision (as its 50 µm wide focused beam spot corresponds to >500 real-life DPI). These two engraving laser heads allow you to laser engrave (not just mark) the metals mentioned above.
If you are satisfied with simply laser marking the metal, you can achieve it on stainless steel and Titanium (but not other metals) with 6 W laser engravers. Laser marking is defined here as changing the color of the metal surface as a result of overheating. Laser marking is however less durable than laser engraving because the depth of the color change is much lower. Laser-marked surfaces can withstand just a few scrubs with fine sandpaper.
Nevertheless, if you want to do it really fast (>30 mm/s), then you will either need a laser with 15 W of optical power or the XT-50 laser cutter and engraver. Depending on the chemical composition and type of stainless steel you can assume speeds of 0.5 - 2 mm/s, 8 -15 mm/s, or 20-40 mm/s for the XF+ High Resolution Lens,PLH3D-15W respectively.
Check Out Our Laser Engraving Products for Marking and Engraving Various Metals

Standalone & Integrable Blue Galvo Laser Systems

Opt Lasers is capable of providing high-power blue and violet (400 – 450nm) laser heads for galvanometric scanning heads. Besides laser heads we are capable of providing: galvo scan heads, f-theta focusing lenses with different working distances, controllers, laser diode drivers, mounts and adapters. Thanks to a combination of blue lasers and Galvo Scanning systems Opt Lasers is delivering one of the most efficient solutions that can be customized and applied to a variety of production processes.
- Rapid engraving compared to slower XY positioning mechanisms
- Lifetime up to 30 000h
- Laser Powder Sintering technology
- Laser Soldering and Welding abilities
- Laser cut foams up to 40 mm thick
| GLE-FS-30-B | GLE-FS-50-B | |||||
| Center Wavelength | 450 nm | |||||
| Optical Power | 30 W | 50 W | ||||
| Working Distance | 180 mm or 350 mm or 650 mm | |||||
| Working Area | 100 x 100 mm or 200 x 200 mm or 300 x 300 mm | |||||
| Minimum Spot Size1 | 130 um | 130 um | ||||
| Operation Speed 2 | up to 2000 mm/s | |||||
| Laser's Electro-to-Optical Efficiency | 27 % | 24 % | ||||
| Maximum Power Consumption | 200 W | 300 W | ||||
1- value provided for 180mm working distance. The beam size can be easily scaled.
2- for angles +/- 10 degrees
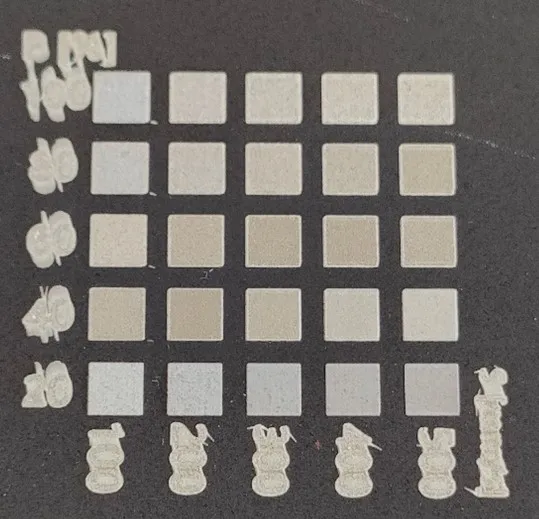
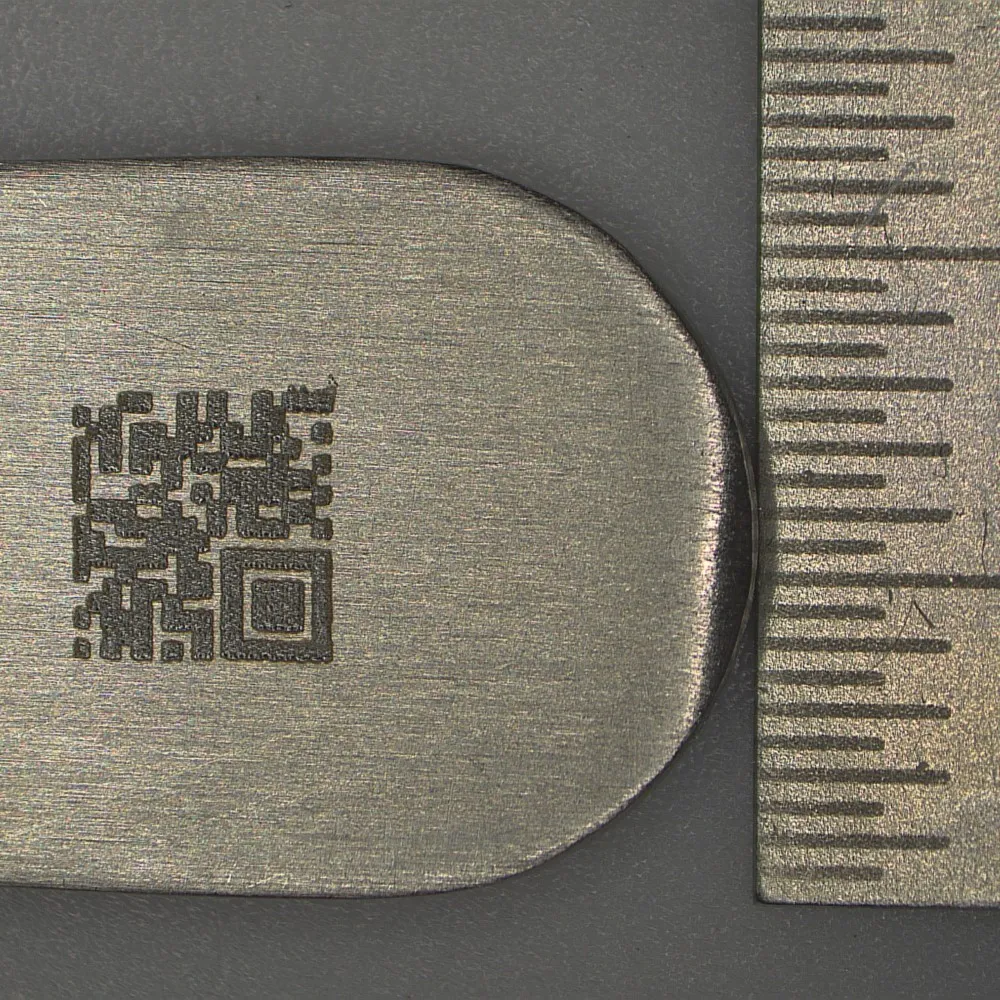
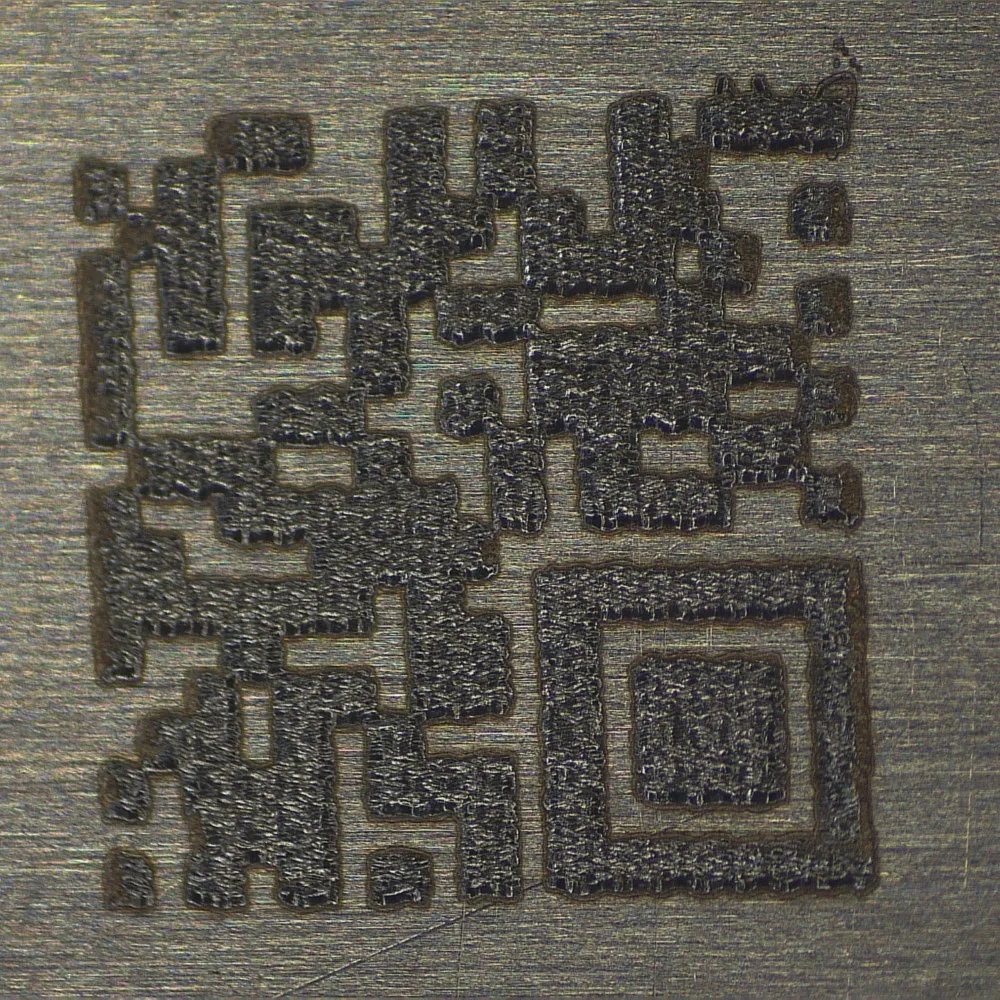
Examples of laser processing of metals