High-Pressure Air Assist Nozzle for Laser Engraving and Laser Cutting
High-Pressure Air Assist Nozzle
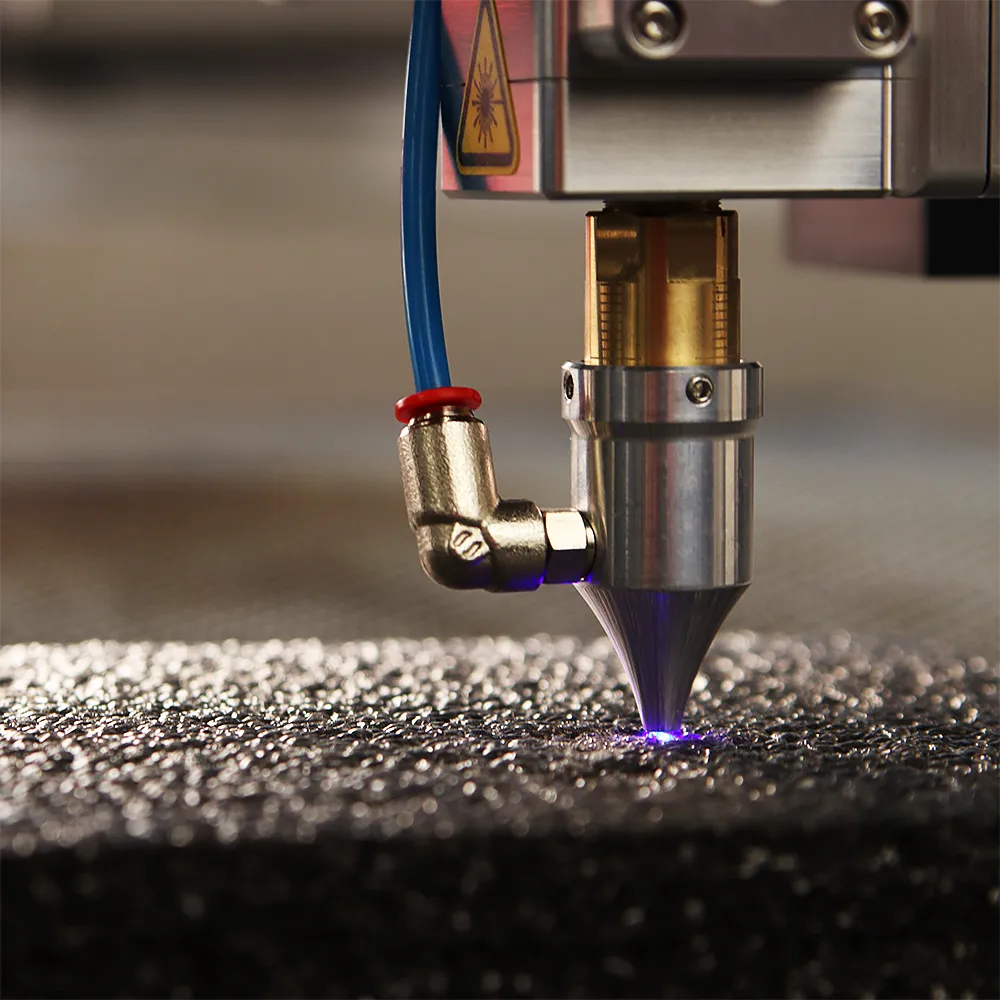
The High-Pressure Air Nozzle is a priceless asset for laser cutting and laser engraving. Not only does it speed up cutting and engraving with laser by up to 6.5 times, but it also substantially improves the attained quality of the processed material. With the High-Pressure Air Nozzle your project will have noticeably enhanced quality with uniform and well-defined features. Our High-Pressure Air Nozzle will also protect your optics from smoke and dust particles, extending the intervals between subsequent lens cleaning routines, and boost user safety.
Product Features

- Compatible With All Types of XF+ Laser Heads - A dedicated sleeve is shipped to customers who own the new revised laser engraving and laser cutting XF+ laser head to make it compatible with the nozzle. Four screw holes ensure compatibility with both the previous generation of µSpot Laser Heads and the XF+ Laser Head with the µSpot Lens Upgrade.
- High-Pressure Airflow - Narrow 2.2 mm aperture at the outlet condenses the airflow for maximum airflow rate.
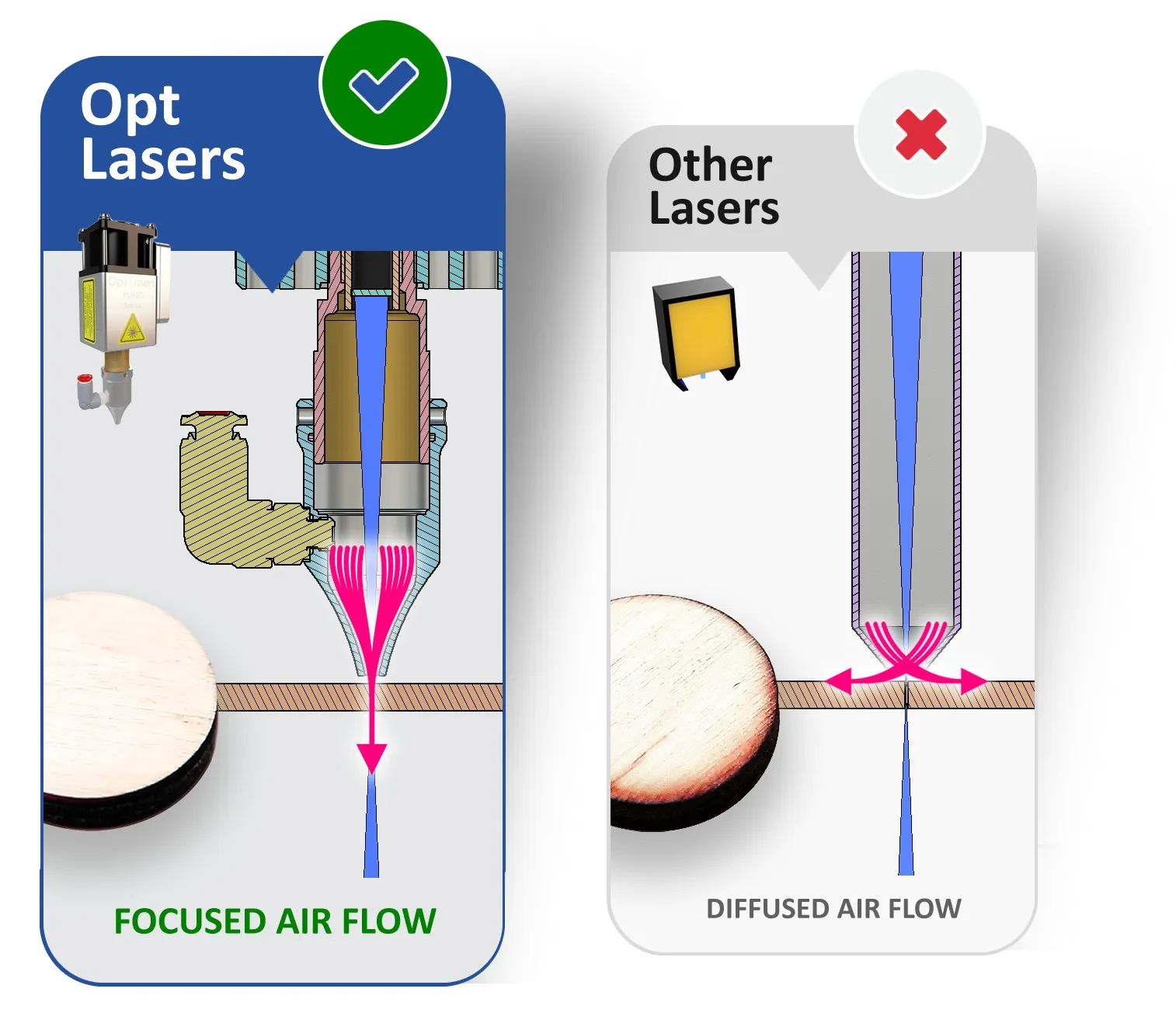
Focused airflow clears the groove from fumes and pushes hot air forward making the cutting process faster and with a better end-result quality.What we strive to avoid is having a turbulent airflow which makes laser processing slower and the workpiece having charred areas.
- Convenient Air Hose Connector – It allows to quickly set-up and disassemble the nozzle system.
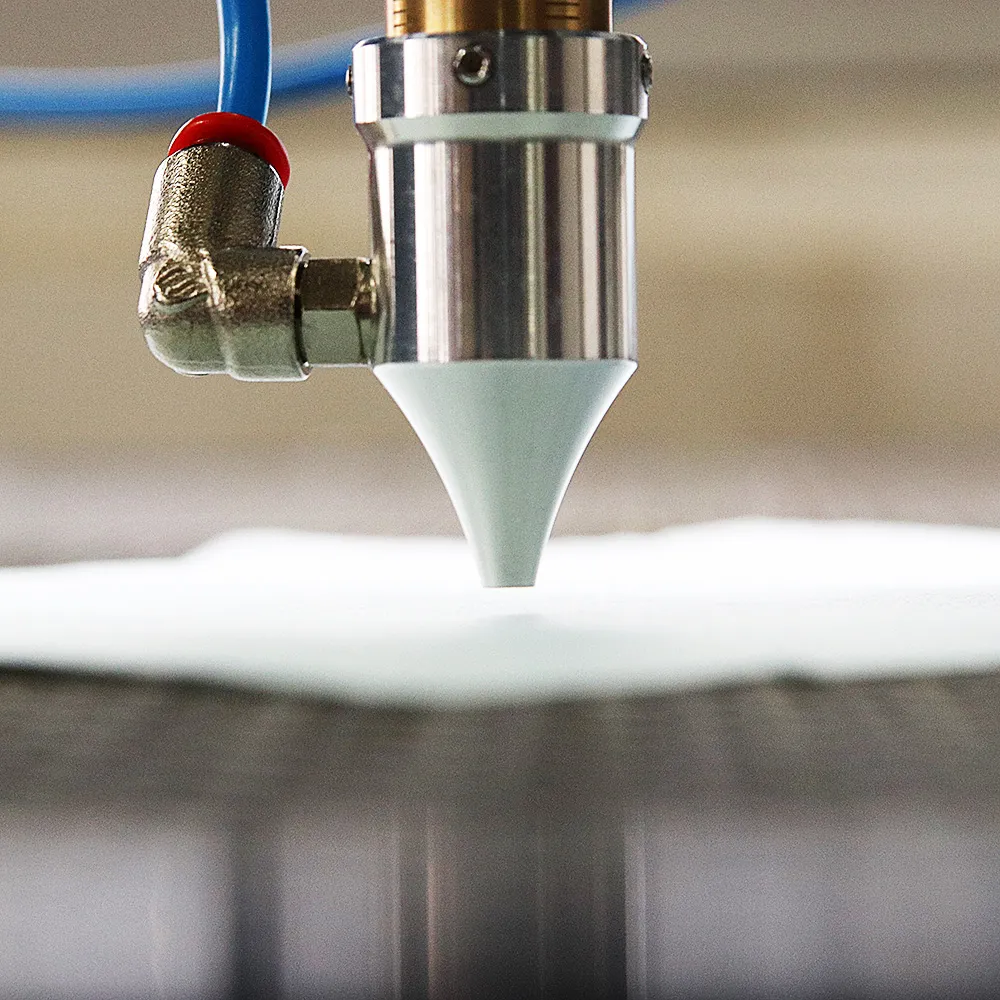
- Adjustable Nozzle Height – The nozzle height can be adjusted by +8/-4 mm for the XF+ and +5/-4 mm with the µSpot Lens Upgrade. Enables to utilize the nozzle for laser cutting and laser engraving materials with varied thicknesses, up to 10 mm for the XF+, and up to 7 mm for the XF+ with the µSpot Lens Upgrade. The height of choice is indicated by engraved lines, which make it easier to remember the perfect height for different materials.
- Airtight O-Ring Seals – Well-adjusted O-Rings ensure maintaining the maximum cleanliness of the front lens as well as steady and precise adjustments to the nozzle height.
- Light-Weight Aluminium Build – Thin industrial-grade aluminium build yields a negligible added weight, yet forms a sturdy enclosure.
- Distinctively Designed Outlet Contour – The shape of the air outlet mimics the size of the converging laser beam throughout its length.
- Smooth Interior Design – Smooth internal surfaces assure quiet operation without any whistling sounds.
Discover Our Range of Engraving Laser Heads Featuring the Air Assist Nozzle

PLH3D-XT8, featuring an impressive 45W of optical power, achieves exceptional precision while easily cutting through thick materials in a single pass. This makes the PLH3D-XT8 the fastest and the most powerful in its class, perfect for detailed artistic work and robust industrial applications. It stands as the Number 1 laser head on the market.
- Specs: 45W Optical Power, HD 125DPI 180um spot, max wood cutting thickness 20mm (¾” )
- Best For: CO2-like Ultra High Speed Cutting and Engraving, Thick Materials Cutting

PLH3D-XT-50 is the most precise 6W laser head for CNC machines on the market. Its precision is above the highest precision human eye can differentiate (real-life DPI of 338). The XT-50 has a square beam spot profile that can be easily adjusted in size.It lasts for years and consumes a maximum of 30W of electrical power.
- Specs: 6W Optical Power, Ultra HD 550DPI 45um spot, max wood cutting thickness 3 mm (⅛”)
- Best For: Very Detailed Engraving, Thin Materials Cutting

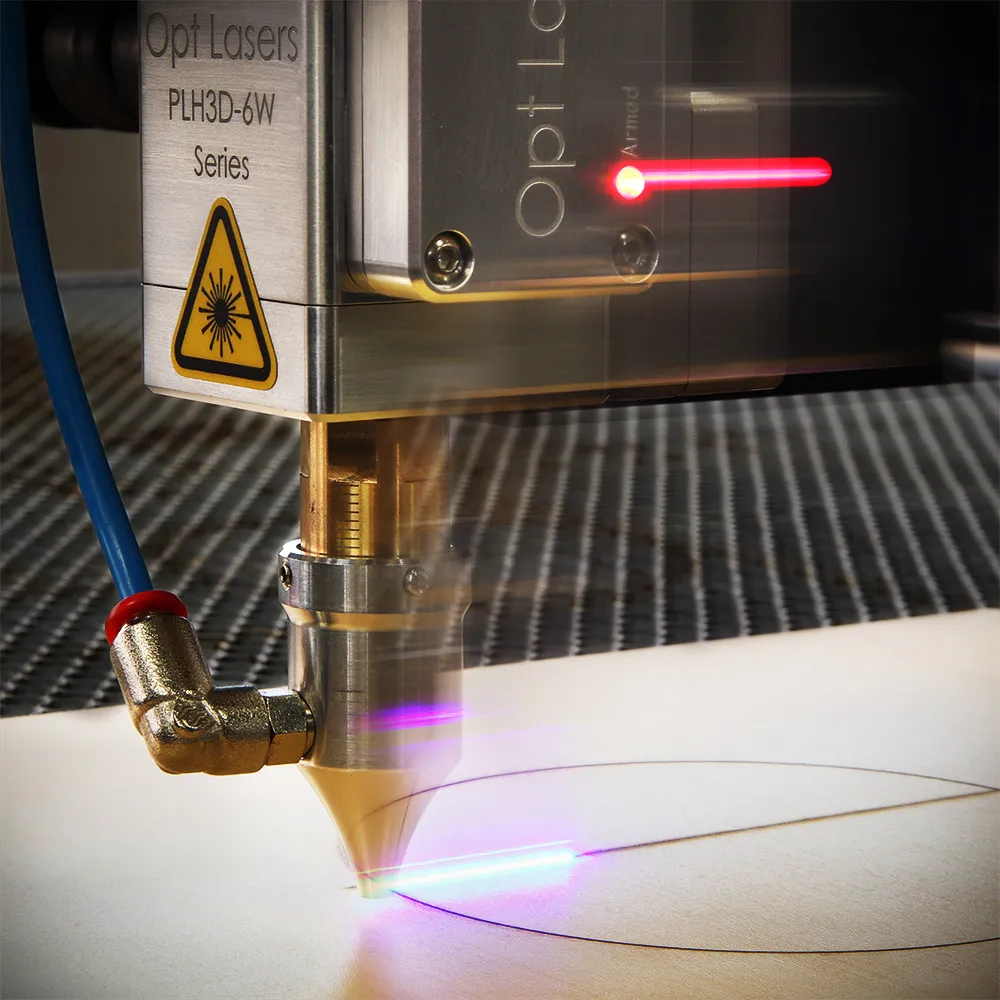
PLH3D-6W-XF+ is the best laser head to learn laser cutting and engraving. It features a rotatable lens sleeve that allows changing the working distance and the focused beam spot size, consequently changing the resolution (40-160 DPI). Like our other laser heads, it lasts for years and also consumes a maximum of 30W of electrical power.
- Specs: 6W Optical Power, SD 85 DPI 300um spot, max wood cutting thickness 6 mm (¼”)
- Best For: Standard Engraving, Soft Materials Cutting, MultiPass Material Cutting

PLH3D-15W is our 3 laser diode laser head for CNC machines with a built-in Air Assist Nozzle. The 15W comes with a factory set lens, precisely calibrated to focus at 30mm from the front-face surface. This optimized focal distance offers a well-suited focal spot size for various cutting and engraving applications. It lasts for years and boasts a maximum power consumption of 85W.
- Specs: 15W Optical Power, HD 125DPI 180um spot, max wood cutting thickness 6mm (¼”)
- Best For: High Speed Cutting and Engraving

PLH3D-30W is designed for high-volume or industrial duties. This lightweight, high power, long-lifetime, cost-efficient, and easy to use laser is an ideal choice for high-volume industrial applications and demanding individual users alike. Featuring a specialized anti-back-reflection system, it's a particularly suitable laser choice for engraving various steel alloys.
- Specs: 30W Optical Power, HD 125DPI 180um spot, max wood cutting thickness 6mm (¼”)
- Best For: High Speed Cutting and Engraving

PLH3D-XT-10 is the most precise laser head on the market overall. The XT-10 was developed as a specialized laser head with extremely high resolution and laser brightness. It has a lower 0.5 W power than our 6W XT-50 laser head, but it can laser engrave and cut with a much higher resolution of >2500 DPI. It also only consumes a maximum of 15 W of electrical power.
- Specs: 0.5W Optical Power, 8K 2500DPI 10um spot
- Best For: Microscale Specialized Engraving
Universal Compatibility with all Types of XF+ Laser Head Lenses

PLH3D-6W-XF+ with G2, G7 or the High-Resolution Triplet Lens

PLH3D-6W-XF+ with the µSpot Lens Upgrade
Perks of Utilizing the High-Pressure Nozzle
Rapid Laser Cutting and Engraving
The high-pressure air nozzle can speed up laser cutting and engraving by up to 6.5 times once the proper amount of airflow for a particular material is determined. This is achieved by the means of removing smoke, excess soot and carbonized residue particles, which would otherwise obstruct the laser beam.
Reduced Scorching
The addition of the high-pressure air nozzle to your system eliminates or minimizes the occurrence of charred edges. It also allows achieving a more homogenous shade of engravement and better sharpness in the image being engraved.
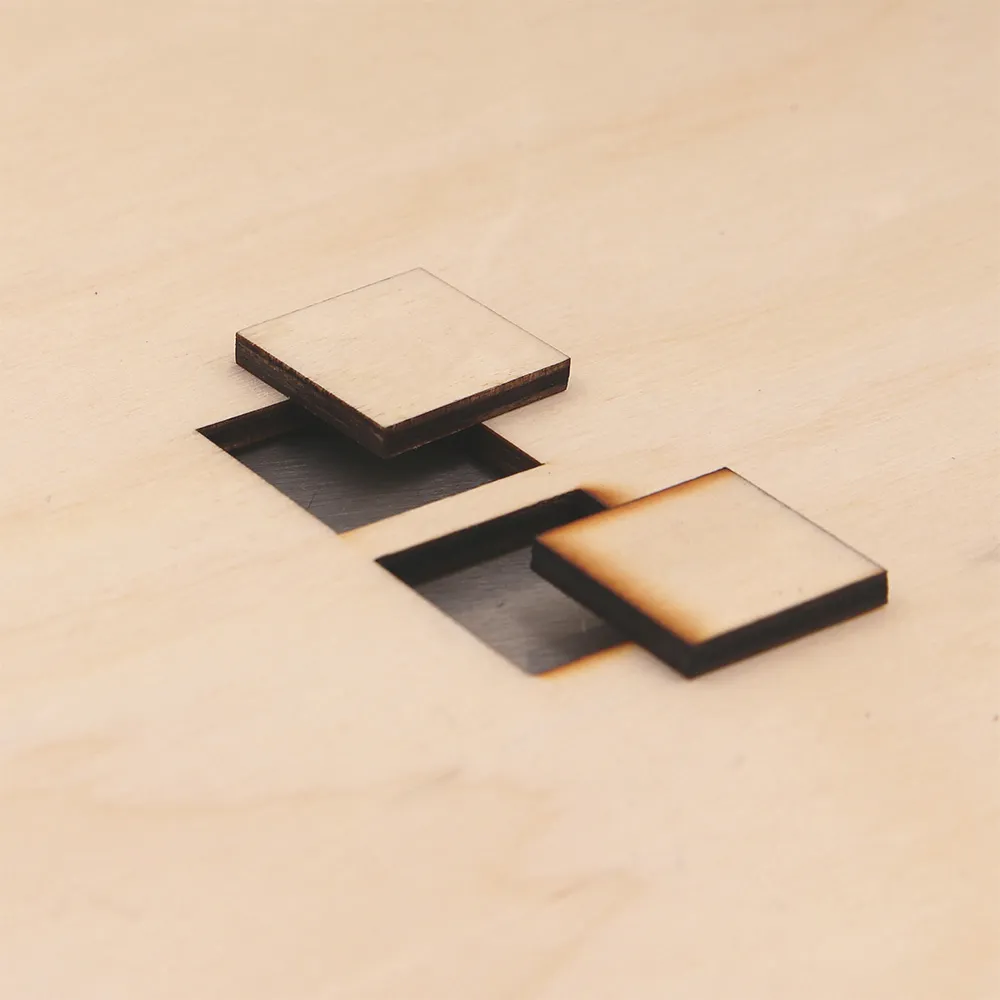

Uniform Edges and Engravement Shades
By removing carbonized residue particles, the high-pressure air nozzle also yields more uniform edges in the object being cut and substantially lessens the risk of the development of edge defects. It also provides a consistent shade in the case of engraving.
Lens Protection
The High-Pressure Air Nozzle protects the front lens from smoke, dust and airborne carbonized molecules, improving its longevity. In addition, it considerably extends intervals between subsequent lens cleaning routines.

Improved User Safety
The nozzle decreases the vacant space between the laser head and the material being processed making it harder for unintended objects to enter the path of the beam.
Enhanced Energy Transfer
The distinct shape of the nozzle allows the airflow to transfer heat directly into and throughout the cut, which improves the heat transfer into the material and provides higher quality laser cutting.

Delicate Materials Smoothing
High-Pressure Air-Assist Nozzle is particularly useful for cutting and engraving textiles or delicate layers of materials. The pressure from the airflow pushes the material being processed against the surface and flattens any curves, swirls and bumps. Processing a leveled sheet of fabric avoids issues with irregular or deformed cutting lines.
Calibration Versatility
The tip of the nozzle can also serve as an alternative reference point for calibrating the working distance with touch probes (capacitive and non-capacitive touch probes). Using it as a reference point bypasses the need to touch other parts of the laser system such as, for example, the lens in the case of the XF+ Laser Head with the µSpot Lens Upgrade.

Video Showcase

Gallery






Additional Information and Recommendations
Suitable Compressor
Any compressor will be suitable for supplying air to your High-Pressure Air Assist Nozzle unit. However, because the appropriate flow rate must be determined experimentally (for each different type of material to be processed), the desired results may not be achieved with small compressor units. The higher the tank capacity and the compressor performance, the higher the airflow that can pass through the air nozzle. The work is also more comfortable with better compressor units (so that the compressor will not turn on too often in order to refill the tank).We recommend a compressor with a real airflow of 10-12 l/min and a tank capacity of at least 50 liters. However, nothing prevents you from trying a smaller compressor.In fact, many of our customers use small 5 liter tank capacity compressors that are available on Amazon for approximately $50.
Recommended Airflow Values
In our experience, the real airflow value of 10-15 l/min is the upper limit and completely sufficient for most materials. We don't recommend going above 15-20 l/min. Above 20 l/min, the laser cutting speed of all materials decreases. We recommend a real airflow value of 10 l/min as a starting point. Then you could experiment with using a slightly higher airflow rate as the optimum airflow value differs from material to material.
In general, for laser cutting, you will typically find the optimum real airflow value to be between 10-15 l/min.
For laser engraving, we recommend airflow values of 1-3 l/min.
The right base - Honeycomb Table
The Honeycomb CNC table is a great tool that excels in laser cutting and engraving. Its unique design features a honeycomb grid that supports materials during the cutting and engraving process, ensuring precise and accurate results every time. The Honeycomb CNC table is the ideal solution for anyone looking to take their laser cutting and engraving to the next level. You can find the right type and size at Amazon even for ~~ $40-100.
Feel free to reach out in case you have any further questions.