9. First Time Operation
9.1. G-CODE Generator (Opt Lasers) and the OpenBuilds Control program
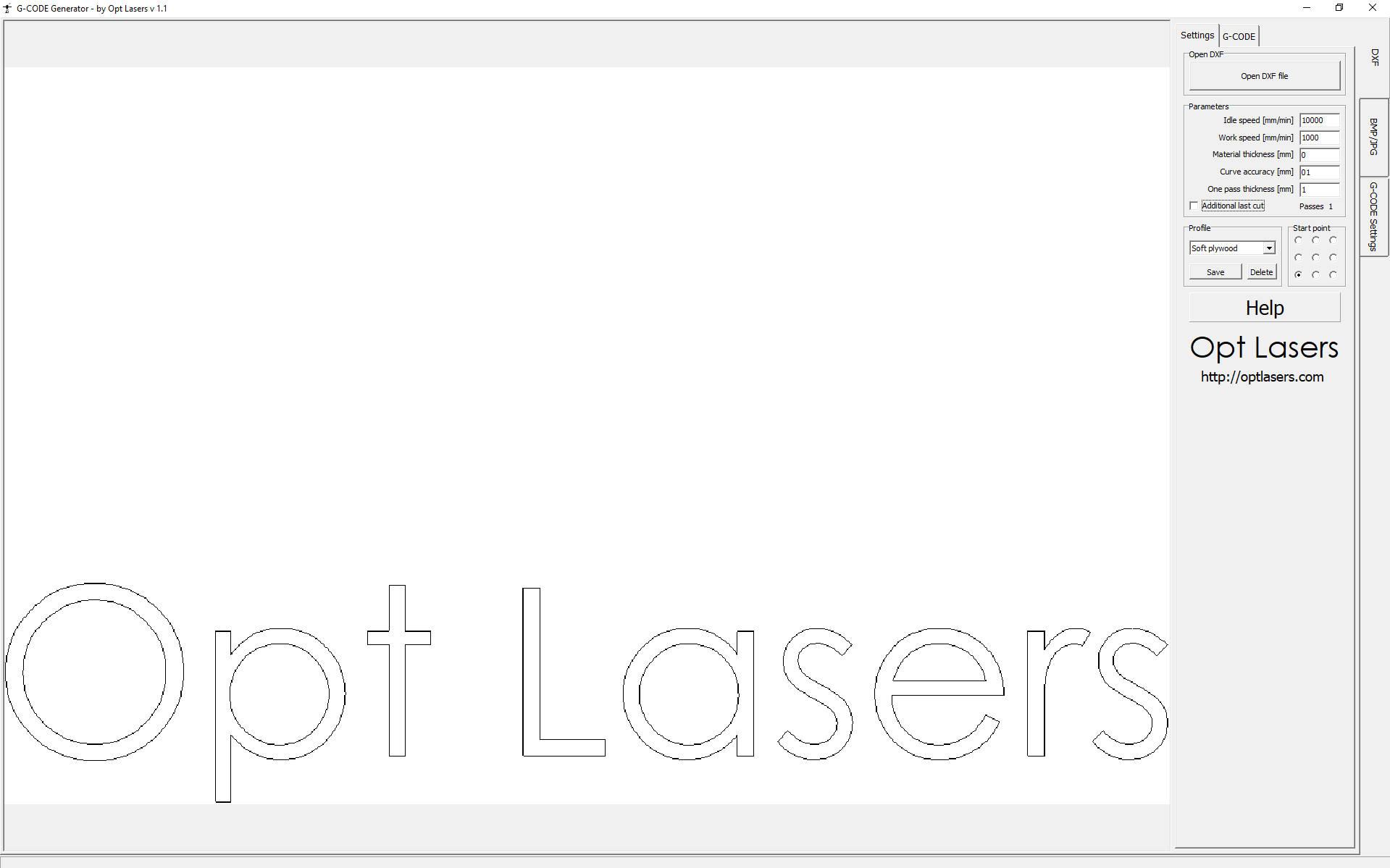
9.1.2. Open the G-CODE generator, which can be downloaded for free from optlasersgrav.com. In the DXF/Settings tab, set parameters like in the picture below.
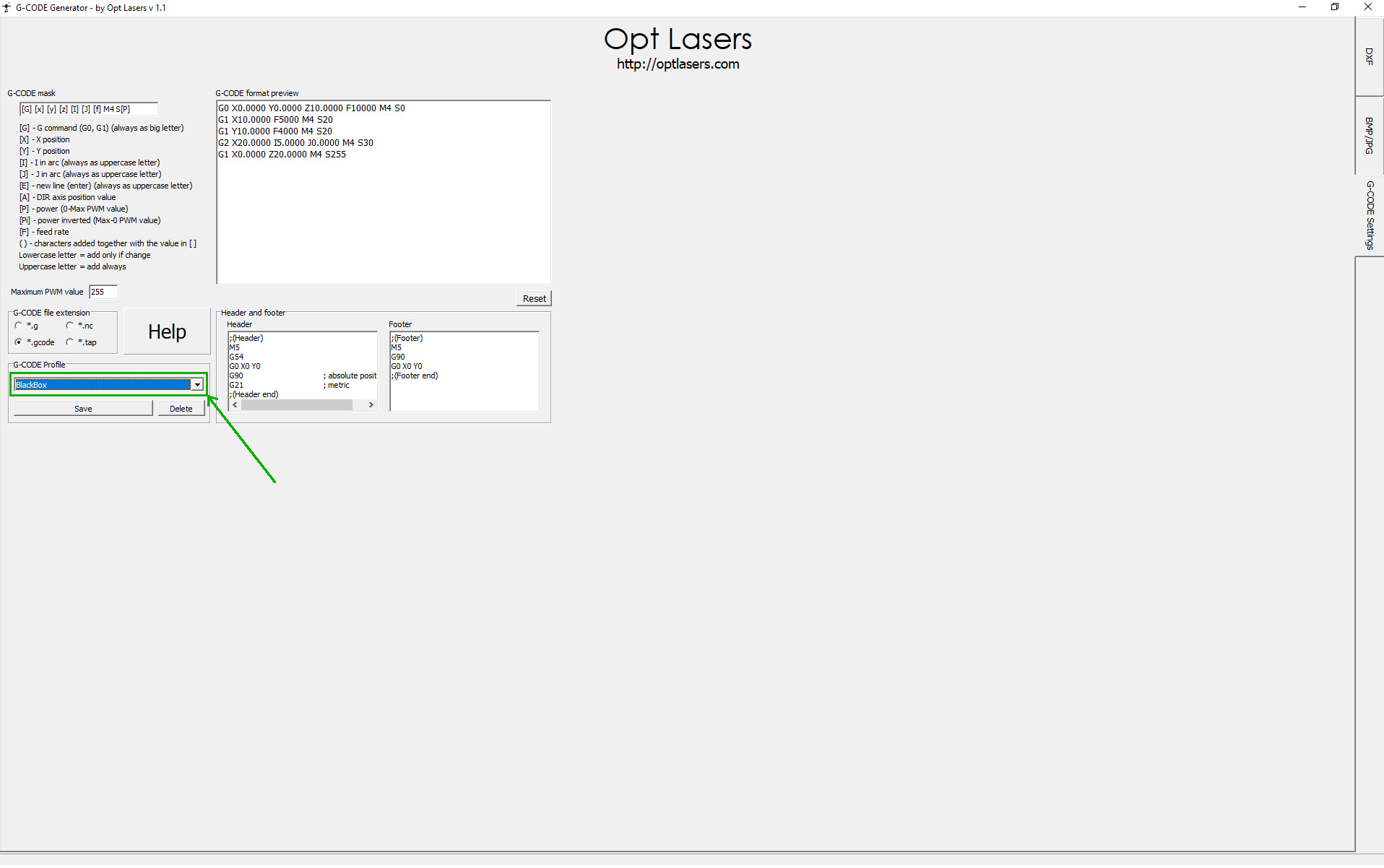
9.1.3. In the G-Code Generator’s Settings tab, please choose the BlackBox profile.
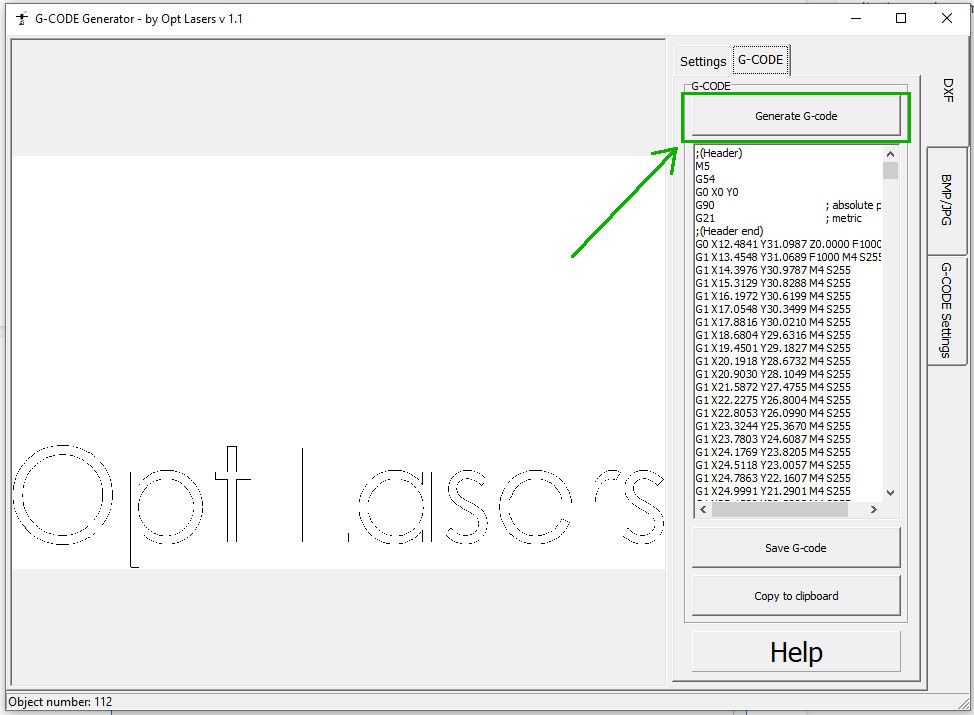
9.1.4. In the DXF/G-Code tab, click the “Generate G-code” button.
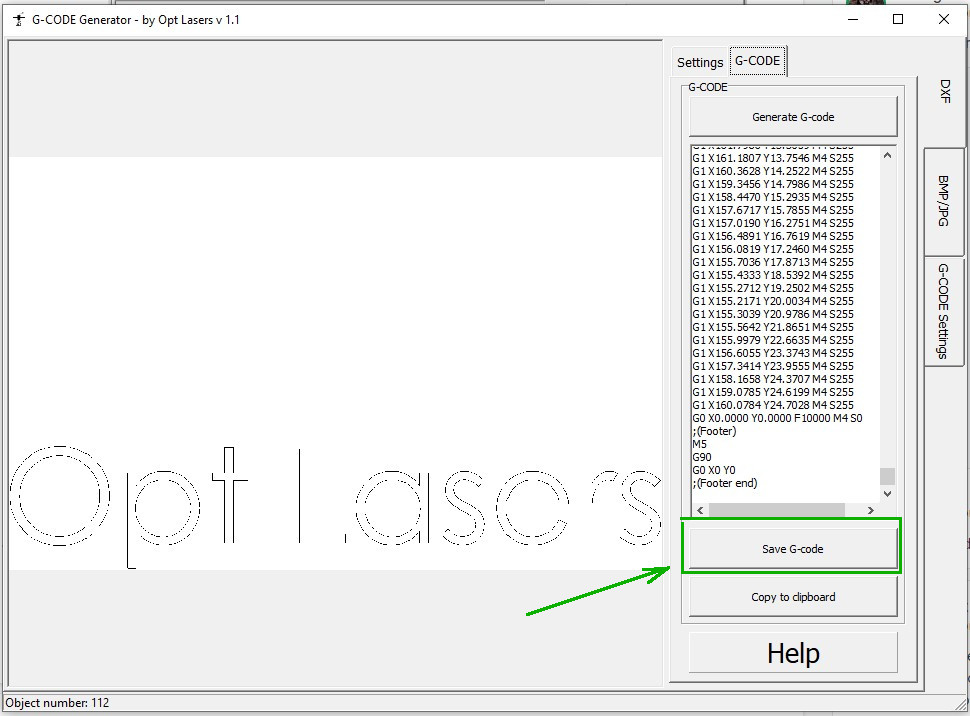
9.1.5. Next, click the “Save G-code” button to name your G-code file and save it in a convenient location.
9.1.6. Now the previously saved G-code file can be loaded.
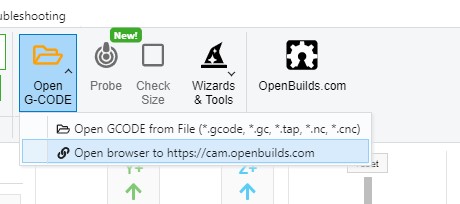
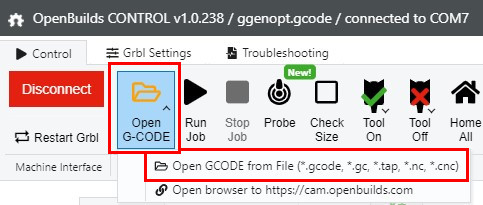
9.1.7. Please open the OpenBuilds Control program and click the Open G-CODE button, then choose your desired g-code file.


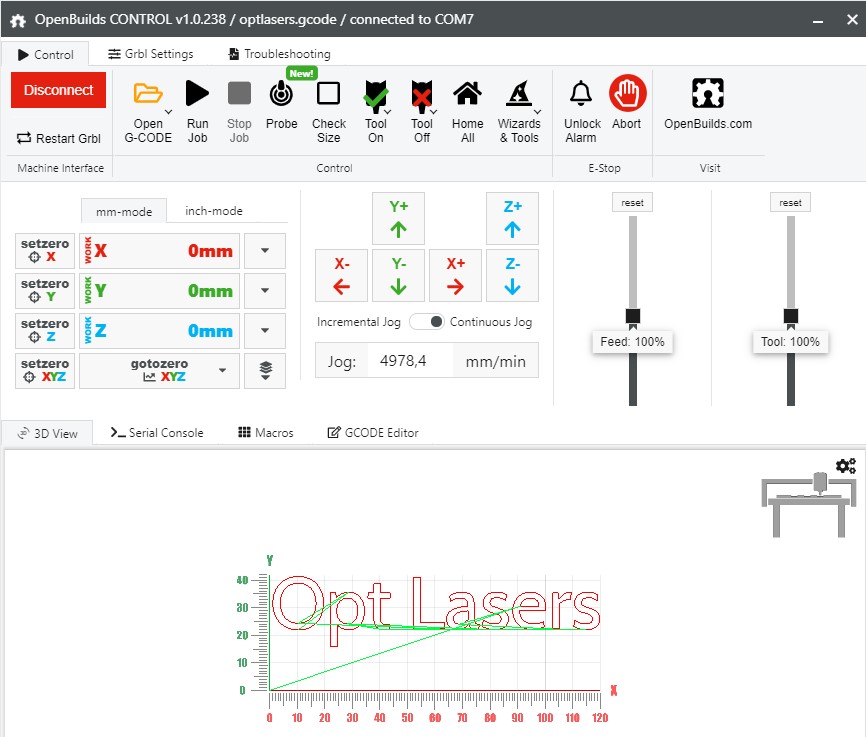
9.1.8. Once the opened G-code file has been loaded, please click the ”Run Job” button.
9.1.9. Put the Safety Glasses on!
9.1.10. Use the key and the “ARM/DISARM” button to turn on the PLH3D-CNC Adapter and arm the laser head. POWER and ARMED LEDs should light up.
9.2. The cam.openbuilds.com generator and the OpenBuilds Control program.
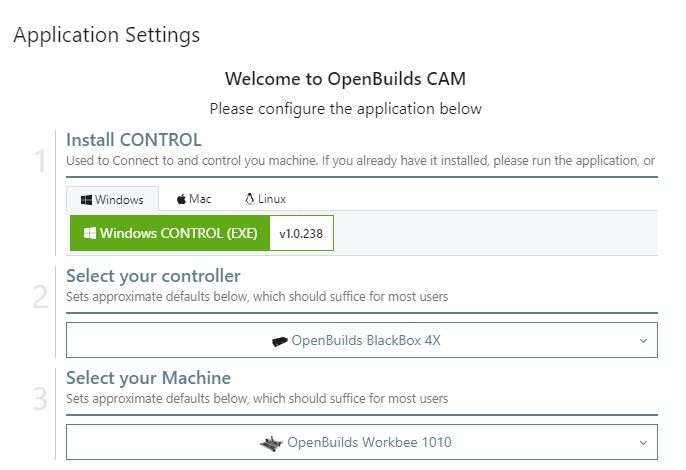
9.2.1. Please open the cam.openbuilds.com webpage, where you can find a g-code generator.
9.2.2. Once the webpage has been loaded, a window pops up that allows the machine configuration. Please choose your controller and your machine model from the list.
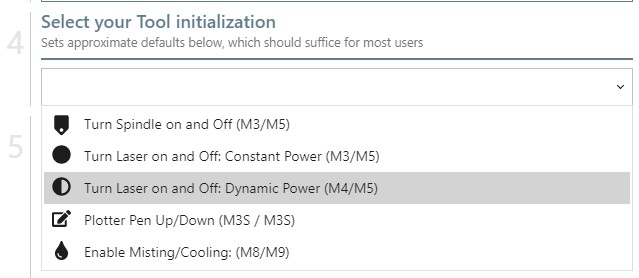
9.2.3. In the fourth section, namely “Select your Tool initialization”, please choose “Turn Laser on and Off: Dynamic Power (M4/M5)”.
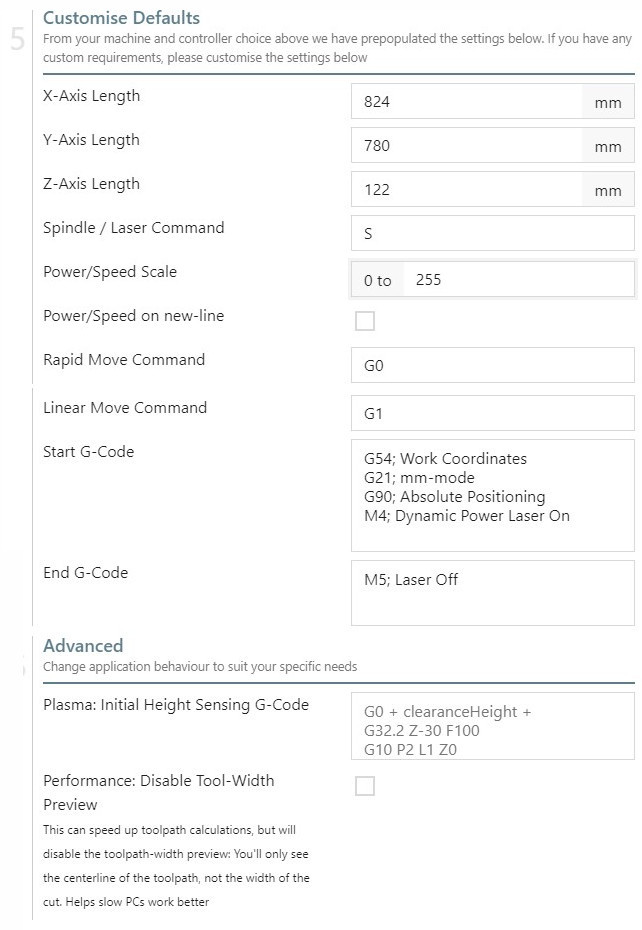
9.2.4. In the 5th section, the selected g-code settings and commands are shown.
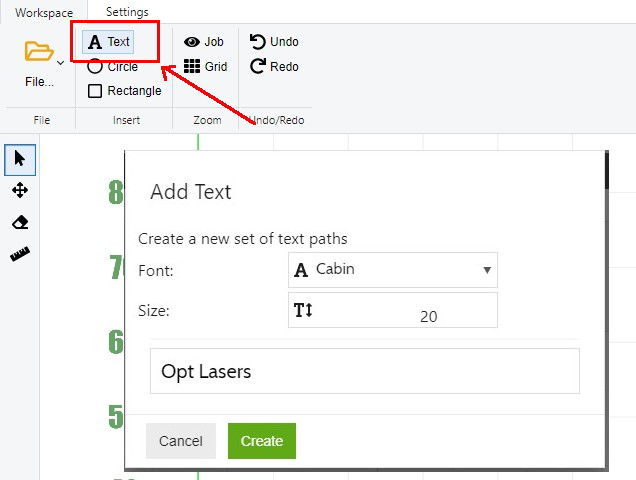
9.2.5. For the next step, let’s create a sample text or a shape.
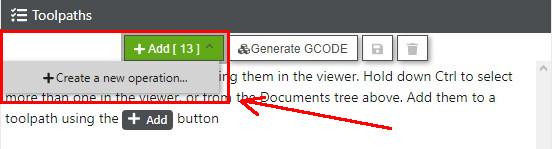
9.2.6. Please highlight the text, then click the “+Add” button, located in the Toolpaths section. Subsequently, please click the “+Create a new operation...” button.
9.2.7 Please select the desired “Type of cut”, cutting speed and the laser power. Next, save your settings please.

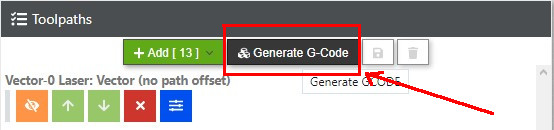
9.2.8. Once the settings have been saved, for a g-code to be generated, please click the “Generate G-Code” button.
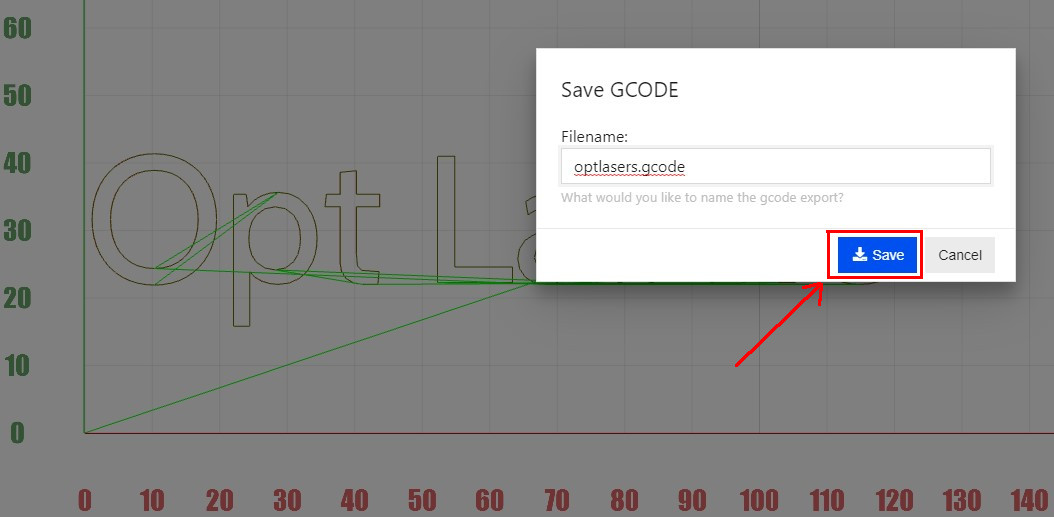
Please save the generated G-code by clicking the “Save” button.

9.2.9. Next, please launch the OpenBuilds Control program and verify whether the setting $30 (Maximum spindle speed, RPM), located in the GRBL Settings, is set to 255. Please set it to 255 in case it is not.
9.2.10. Now, the formerly saved g-code file can be loaded.
Click the “Open G-CODE” button and select your g-code file of choice.
9.2.11. Once the preset G-code file has been loaded, please click the “Run Job” button.
Sample G-code generated by the G-Code Generator software application can be found at: optlasersgrav.com -> Support/Manuals -> Laser Upgrade Instruction -> CNC Machines Laser Upgrade Instructions -> Acro System & BlackBox Set-Up Manual for 2W and 6W Laser Heads