X-Carve Laser Upgrade - Lighburn Configuration
Lightburn is the recommended software to use with Shapeoko for laser engraving and cutting applications. Alternative options include GRBL and other laser software suitable for more advanced users.
1. Download and install Lightburn. The license can be bought at https://optlasersgrav.com/cnc-software/cnc-laser-software-lightburn
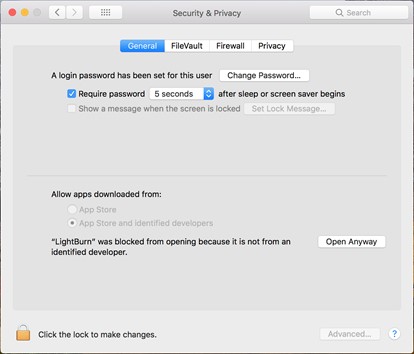
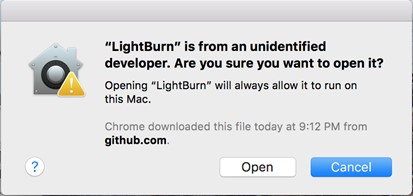
2. Launch Lightburn. MacOS users may need to go to ![]() > System Preferences > Security and Privacy > General, then click "Open Anyway" and "Open".
> System Preferences > Security and Privacy > General, then click "Open Anyway" and "Open".
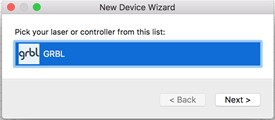
3. The first time that you launch Lightburn you will be prompted to setup your cutting and engraving laser device. See Lightburn's documentation for additional information (available at GitHub -> LightBurnSoftware -> Documentation). Select GRBL.
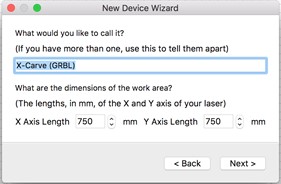
4. Next, select "Serial/USB". Input the name of your device, for example "Opt Lasers Grav engraving laser" or "Shapeoko (GRBL)".
Important: There are certain programs that can lock Lightburn out of laser control, which can cause a sudden stop of operation or issues with installation. This shows up as Lightburn not being able to find your cnc laser (can't connect). If you run other software, like RDWorks, Easel, Carbide Create, Carbide Motion, AutoLaser, LaserCAD, etc, make sure that software is not running when you run LightBurn.
5. Input the x-axis length and y-axis length. This sets up the maximum distance that can be travelled by the cutting and engraving laser in the x axis and y axis. You can find the suitable working dimensions at Carbide3D Support web page. Examples:
- Shapeoko 3: [ X-Axis = 16"], [Y-Axis = 16"]
- Shapeoko XL: [ X-Axis = 16"], [Y-Axis = 33"]
- Shapeoko XXL: [ X-Axis = 32"], [Y-Axis = 33"]
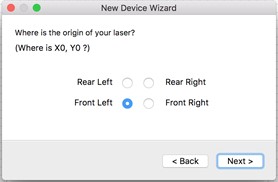
6. You can reference your GRBL settings by sending $$ to view your maximum distance. Set the origin of your Opt Lasers Grav cutting and engraving laser to Front Left.
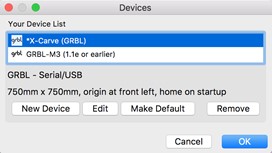
7. Now review your chosen settings and click Finished. Make your new device the default and click OK.
8. The settings depicted below are likely to give you the best performance of your Opt Lasers Grav cutting and engraving laser. For GRBL v1.1f, v0.9c and newer, you can access them by going to Lightburn > Edit > Device Settings.
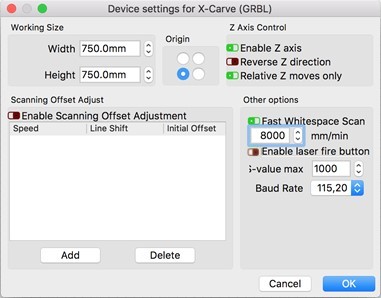
- G-Value Max: 1000 (GRBL: $30 = 1000)
- Enable Z-axis
- Relative Z moves only
- Fast Whitespace Scan: 8000 mm/min
- Enable Laser Fire Button OFF - this button is only meant to be used to help with calibration and to show the user where the laser beam is currently pointing. It is important that it is kept off in other cases.
9. For GRBL v0.9j and older, the GRBL setting $30 (Maximum Spindle Speed / RPM) can't be altered. This version of the GRBL also doesn't provide the option to change the set Spindle PWM range. In some cases, for example when your spindle is controlled by this value, this value can be set in the Lightburn CNC software.
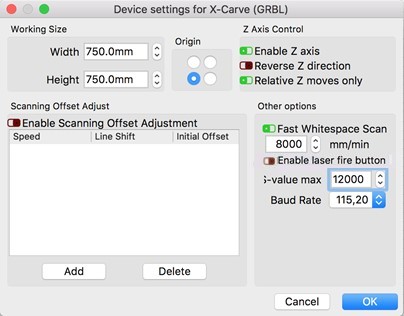
- G-Value Max: 12000
- Enable Z-Axis
- Fast Whitespace Scan 8000 mm/min
- Enable Laser Fire Button OFF - this button is only meant to be used to help with calibration and to show the user where the laser beam is currently pointing. It is important that it is kept off in other cases.
Cutting and Engraving Laser Operations
10. Lightburn has the ability to perform multiple types of cutting and engraving laser operations (See Lightburn documentation for additional details). These operations can be performed with raster images (raster engraving) and vector images (vector engraving).
- Cut - Cut will trace the laser along the vector path. Depending on the power and feed rate settings, this can be used to cut through a material in single or multiple passes. Decreasing the power and/or increasing the speed can also allow you to engrave or simply mark the surface.
- Scan - Scan will fill the interior of a vector. It is similar to engraving a raster image.
- Scan + Cut - Combines the scan and cut operations. Scan is performed before the Cut. This can be used to cut out a part once the scan is complete or simply emphasize the outline of the part before moving on to the next operation.
Image Types
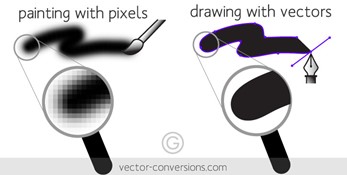
11. There are two primary image types that you can work with -> Vector and Raster. These image types present different ways of engraving, each with their own benefits. Choose your design and export it as a DFX or JPG/BMP.
11. Vector shapes can be created directly in Lightburn without the need to import. See the Lightburn documentation for more details:
- Creating Vectors in LightBurn
- Importing External Vectors
12. Raster Engraving works best for images with a lot of detail. Raster images have to be scanned onto the work piece. The engraving laser intensity dictates the depth or darkness of the image being output. The technique is similar to how an image scanner scans a paper into the computer. Reference the Common Cutting Parameters for a good starting place for some common materials. It is best to import high resolution images (300 dpi or higher). Additional information can be found in LightBurn documentation.
Preform Engraving
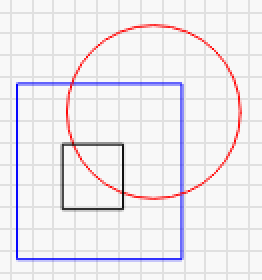
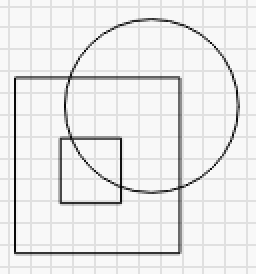
To get started we will create some vectors to test with by using the Rectangle and Ellipse Tools ![]()
![]()
These are just some simple shapes the that we can apply Layers and Laser Operations too.
Prepare Design
- We will start with some basic shapes.
- Select different Layers from the bottom layers bar, and apply a different layer to each vector.
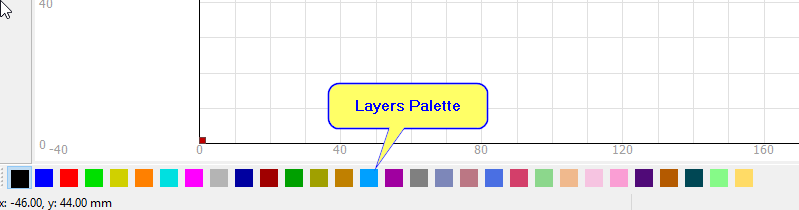
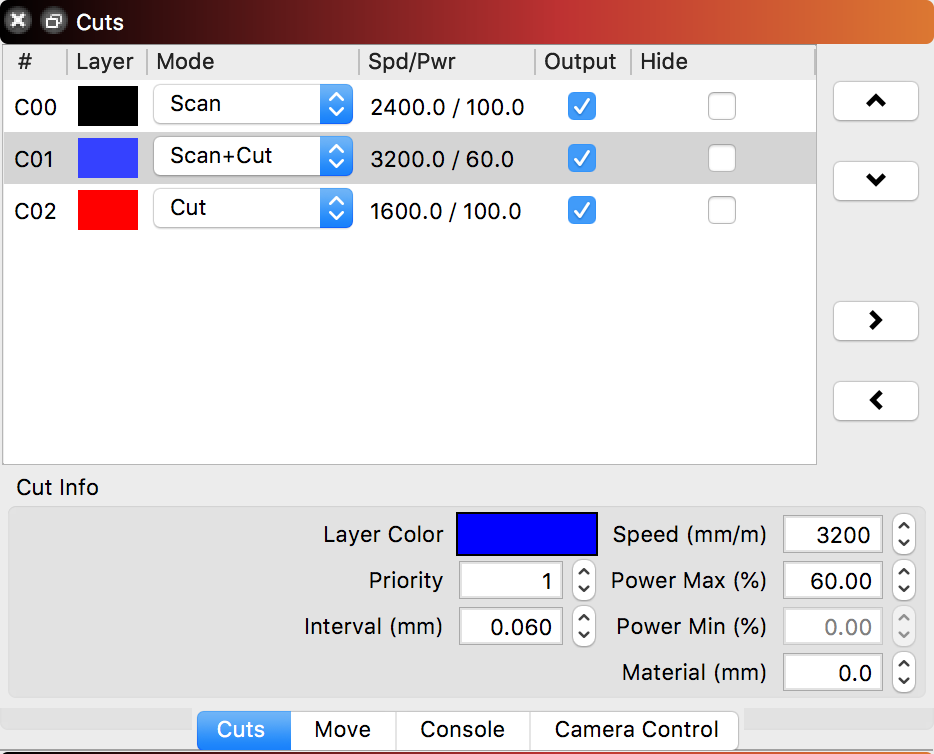
- As different layers are applied, you will see the applied layers in the "Cuts" Laser Operations widget.
We will leave these cuts at their default settings.
However, we could reference the Common Cutting Parameters for good starting values.
- The resulting vectors will look something like this.